About Tempered Glass White Haze Solutions
Every year, between February and March, the glass manufacturing industry in China undergoes a significant transition. Following the conclusion of the Lunar New Year (Spring Festival) holidays, factories across the country begin the arduous process of “re-starting the engine.” However, this period of ramping up production often brings a persistent and frustrating challenge: the appearance of “white haze” or “fogging” on the surface of tempered glass. This phenomenon is a nearly universal struggle for glass processing plants during the initial weeks of resuming operations.
In years past, a slight white haze might have been overlooked or dismissed as a minor cosmetic flaw. But the market has changed. Today’s customers—particularly those in high-end architectural and bespoke interior sectors—possess “eagle eyes.” They demand impeccable optical clarity and flawless surface quality. Consequently, the presence of white haze is no longer a minor annoyance; it has become a critical pain point that directly impacts brand reputation, product yield, and customer satisfaction. To stay competitive, manufacturers must master tempered glass white haze solutions that go beyond “quick fixes” and address the root mechanical and thermal causes.
Understanding the Anatomy of White Haze
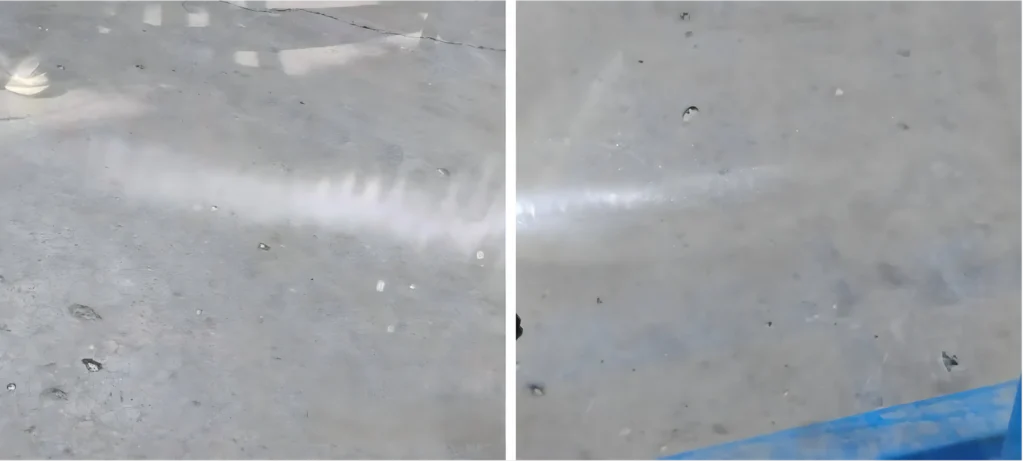
Before diving into tempered glass white haze solutions, one must understand what this “haze” actually is. From a technical standpoint, the white haze on tempered glass is not a chemical residue but a series of microscopic, point-like scratches or abrasions. These scratches collectively appear as a misty, cloudy, or “foggy” streak across the glass surface.
The root cause lies in the thermal imbalance that occurs when glass enters the tempering furnace. Glass is heated through two primary methods: conduction from the ceramic rollers below and radiation/convection from the heating elements above. During a cold start or post-holiday restart, the lower part of the glass absorbs heat rapidly from the ceramic rollers via direct contact. Meanwhile, the upper surface heats more slowly through radiation and convection.
This temperature differential causes the glass to warp slightly—a phenomenon often referred to in the industry as the “pot lid effect.” The edges of the glass curl upward, causing the center to bear the entire weight of the pane. As the glass moves back and forth on the rollers during the heating cycle, the friction between the ceramic surface and the slightly deformed glass creates microscopic abrasions. Once the glass is quenched and cooled, these abrasions manifest as the dreaded white haze.
The Dynamics of a Post-Holiday Restart
Why is this problem so much more prevalent after the Chinese New Year? It comes down to the stability of the furnace environment and the pressures of production volume.
-
Thermal Saturation Issues: When a furnace is restarted after being dormant, the insulation layers (the refractory lining) are often not fully “soaked” or thermally saturated. Even if the sensors indicate the target temperature has been reached, the internal environment is often unstable, with significant fluctuations that exacerbate the temperature gap between the top and bottom of the glass.
-
The “Efficiency Trap”: In the modern manufacturing landscape, there is immense pressure to return to full capacity immediately. In the past, factories might have allowed a furnace to preheat for three full days to ensure total stability. Today, that window is often compressed to a single day. Without that crucial “soaking” time, the furnace is not in its optimal state for high-quality production.
-
Overloading: To clear the backlog of holiday orders, operators often run the furnace at maximum loading capacity from day one. High loading rates further destabilize the furnace temperature, as the sheer volume of cold glass strips heat from the rollers faster than the system can replenish it, worsening the warping and friction.
Phase 1: Mechanical Pre-treatment and Maintenance
Effective tempered glass white haze solutions begin long before the first sheet of glass enters the furnace. Preparation is the foundation of quality.
Step 1: Deep Cleaning the Environment
Dust is the enemy of optical clarity. Before the holiday break ends, the interior of the furnace must be meticulously cleaned. This involves a comprehensive wiping of every ceramic roller and the use of high-powered industrial vacuums to remove any dust, glass shards, or ceramic debris.
Once the physical cleaning is complete, the convection fans should be activated. Run the fans through multiple speed cycles. This “blow-out” phase ensures that any micro-dust trapped in the air ducts, convection boxes, or hidden corners is purged before production begins.
Step 2: Roller Leveling and Precision Testing
Even a perfectly clean roller can cause haze if it is not level. Using a 300×300mm glass sample, operators should perform a “tap test” across the installed rollers to detect any unevenness. If a roller is found to be out of alignment, micro-adjustments should be made at the bearing housing, often using thin copper shims.
The industry standard for high-quality production is to maintain the radial run-out of the rollers within 0.15mm. Any roller exceeding this tolerance is a liability and should be replaced immediately to prevent the mechanical rubbing that leads to white haze.
Phase 2: Strategic Production Ramping
Once the hardware is verified, the “how” of production becomes the focus. A gradual, disciplined ramp-up is one of the most effective tempered glass white haze solutions.
-
Start Small: During the initial testing phase, resist the urge to load large, expensive sheets of glass. Instead, use small-specification glass with regular dimensions. This allows the operators to monitor the furnace’s performance while minimizing the financial loss of potential rejects.
-
Parameter Offsetting: To combat the “pot lid” warping, the top heating parameters should initially be set slightly higher than the bottom parameters. Furthermore, the speed of the convection fans should be increased by one or two levels compared to standard operating procedures. This forces more heat into the top surface of the glass, narrowing the temperature gap and keeping the glass flat on the rollers.
-
The Three-Day Rule: Even with modern technology, physics cannot be rushed. It typically takes two to three days of consistent operation for a large tempering furnace to reach true thermal equilibrium. Only after this stability is achieved should the factory transition to large-format glass or maximum throughput.

Advanced Troubleshooting: The “Heavy Plate” and “Sulfur” Methods
If white haze persists despite proper cleaning and parameter adjustments, industry veterans often turn to more aggressive tempered glass white haze solutions.
The Physical Removal Method (Heavy Plate):
Using “heavy plates” (glass boards with a thickness of 8mm to 10mm) can act as a physical scrub for the ceramic rollers. The weight of these thick plates, combined with their movement through the furnace, helps to pick up and carry out microscopic dust particles that have become embedded in the ceramic surface.
The Chemical Buffer Method (Sulfur Treatment):
A more “unconventional” but effective method involves introducing sulfur into the furnace. When sulfur is added, it reacts with oxygen and the sodium components in the glass to form a thin layer of sodium sulfate (Na2 SO4) on the surface of the rollers. This layer acts as a dry lubricant, reducing the friction between the glass and the ceramic.
Caution is advised: While this provides a rapid reduction in white haze, it comes with downsides. It can discolor the rollers (turning them from white to yellow), and it presents environmental and safety risks due to the fumes produced. This should be treated as an emergency “stop-gap” measure rather than a standard operating procedure.
Balancing Quantity and Quality
The quest for tempered glass white haze solutions is ultimately a management challenge. In an era where “good enough” is no longer acceptable, the tension between production volume and product quality must be managed at both the operator and executive levels.
Operators must be trained to recognize the early signs of fogging and have the authority to pause production to adjust parameters. Management must understand that the “lost” time spent on a 48-hour pre-heating cycle is an investment in reducing the far more costly “loss” of rejected orders and dissatisfied clients.
High-quality tempered glass production is very important!
Conclusion of Tempered Glass White Haze Solutions
Eliminating tempered glass white haze solutions is a holistic approach that combines mechanical precision, thermal physics, and disciplined production management. By ensuring the ceramic rollers are perfectly level and clean, strictly controlling the dust within the furnace environment, and adhering to a “slow and steady” restart protocol, manufacturers can virtually eliminate this common industry headache.
In today’s competitive market, the difference between a successful factory and a struggling one often comes down to these fine details. Implementing these tempered glass white haze solutions ensures that your post-holiday restart is not just productive, but profitable and high-performing. High-quality tempered glass is not an accident; it is the result of rigorous maintenance and a deep understanding of the tempering process.
Get more information, kindly contact Xpert BM anytime.